ラジアスエンドミルによるDGMとDGG(DGM_EとDGG_E)
DGM_Eは、4軸(XYZ+ワーク回転軸)の汎用NC加工機と汎用のラジアスエンドミル(ボールエンドミル)により、 任意諸元の平歯車・ハスバ歯車のNCプログラムを生成するソフトウェアです。 大型歯車を専用工具に頼らず加工できる現実的な手段として開発しました。
DGG_Eは、ラジアスエンドミル(ボールエンドミル)により、DGM_Eと同じ加工原理で熱処理後の歯車に 歯形修正やバイアス修正を付与し、歯面研削と同等の加工を行うNCプログラムを生成するソフトウェアです。
※DGM_E・DGG_Eは4軸制御が可能な加工機で動作するソフトウェアで、もちろん5軸加工機でも使用できます。
DGM_EとDGG_Eの使い分けは下表のとおりです。
| ソフトウェア | 対象工程 | 主な用途 |
|---|---|---|
| DGM_E | 熱処理前の歯切加工 | 任意諸元の平・ハスバ歯車の歯切 |
| DGG_E | 熱処理後の歯面仕上げ | 歯形修正・歯スジ修正・バイアス修正 |
DGM_EとDGG_Eの開発の背景
ラジアスエンドミルでの歯車加工(DGM_EとDGG_E)のソフトウェアを開発した一番の目的は、 大型歯車の加工をもっと取り込みたいと考えたからです。
従来のDGMは、自動車の試作歯車を短納期で製作することを目的に開発しました。
自動車の歯車の試作では、まず歯車部品を加工する前に、ホブカッターなどの専用工具を製作することから始まります。
このため試作の納期が半年程度と非常に長くなっていましたが、これを解決しようとしたのが従来のDGMです。
従来のDGMはディスク型カッターにより、モジュール1〜2.5の特殊な諸元(標準諸元でない)の歯車を加工する用途で
多く用いられています。また、モジュール0.2〜1程度のロボット用などの小モジュール歯車の加工にも使用されています。
このように、従来のDGMはモジュール2.5以下の比較的小型で特殊な諸元の歯車を、ディスク型カッターで短納期に
加工する分野で実績を積んでおり、多くの現場で使用されています。
小型歯車を5軸加工機で加工する場合、一つの部品の加工時間が長くなり単価も高くなりますが、
納期優先で価値が上がることが目的です。
これは、例えば鋳物で作られるような部品を削り出しで製作するような感覚です。
一方で、大型歯車の場合は専用のホブ盤とホブカッターで加工するよりも、5軸加工機と
汎用のエンドミルで加工した方が有利になる可能性があります。大型歯車を加工するホブ盤を新たに製造する
メーカーは少なく、50年以上前のホブ盤が現在でも現役で使用されているのが実情です。また、ホブカッターはハイスなどの材料で
製作されており、切削速度を上げることができず、歯面を「むしりながら」加工しているような状況です。
このような状況であるため、汎用的な横型マシニングセンターなどの大型加工設備で超硬工具を用いることで、
加工精度を向上させられる可能性があります。また、小型歯車ではホブ盤と5軸加工機の加工時間に大きな差がありますが、
大型歯車ではホブ盤でも非常に長い加工時間を要するため、5軸加工機との加工時間の差が縮まる可能性があります。
さらに、大型部品は搬送やチャッキングだけで非常に時間がかかるため、旋削やマシニング等の工程と歯切加工を
同一設備で行う工程集約も大きな効果を発揮します。
このように、大型歯車の場合は専用のホブ盤よりも、品質・コスト・加工時間の面で有利になる可能性が
十分にあり、ホブ盤での加工から5軸加工機と汎用工具での加工が標準的になる
可能性さえあると考えられます。
しかしながら、従来のDGMでは大型歯車の加工は可能であるものの、CAMによる歯車加工に対して明確なメリットを
示しにくく、自信を持って推奨できず、実際に使用されているお客様も少ない状況でした。
このように本来であれば、汎用の5軸(4軸)加工機と汎用工具で歯車を加工する場合、本当に効果を発揮するのは
大型歯車なので、ここも確実に取り込みたいと考え、DGM_EとDGG_Eを開発しました。
従来DGMの大型歯車加工における課題
次に、従来のDGMを大型歯車の加工に自信を持って推奨できなかった理由を、従来のDGMで使用するディスクカッターとエンドミル それぞれについて分けて説明いたします。
ディスクカッターの場合
ディスクカッターを5軸加工機で用いる場合、工具は片側支持になります。そのため
大きな径の歯車を加工しようとすると、突き出し量が長くなり加工負荷も増大します。結果として、小型の歯車を
加工する場合に比べてどんどん不利になっていきます。
一方でエンドミルは、大きな歯車になるほど使用できる工具径も大きくなり、適切な切り込み量と切削条件で
工具切損の心配なく加工できるため、大きな歯車ほど有利になっていきます。
この状況を感覚的にグラフ化したのが下の図です。
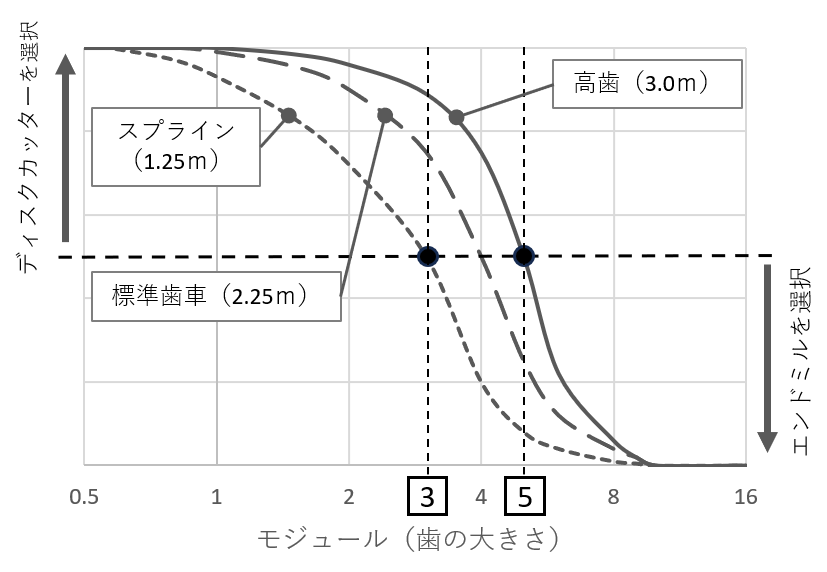
- モジュール5以上:エンドミルを選択するのが良いでしょう
- モジュール3以下:ディスクカッターの方が有利
- モジュール3〜5:選択が悩ましいゾーン
歯車加工技術研究所では、標準的なディスクカッターと専用アーバーを準備していますが、これはモジュール3以下用です。 モジュール3〜5を加工するには、太いシャンク径のアーバーと大径のカッターを別途用意する必要があります。 大径のカッターを超硬工具で製作する場合、非常に高価となってしまいます。そのため、理論的にはモジュール3〜5でも ディスクカッターの方が有利な場面が多いと思いますが、現実にはこの範囲を加工できるエンドミルは入手性が良く 価格も手頃なため、エンドミルでの加工を希望されるお客様が多い状況です。
結果として、現実的にはディスクカッターはモジュール3以下が中心で、モジュールが小さくなるほど ディスクカッターが有利になります。すなわち、大型歯車にはディスクカッターは向かないという結論になります。
※上記は工具が片側支持となる5軸(4軸)加工機での話です。ホブ盤のようにディスクカッターを両側から 支持できる設備の場合は、大型歯車でもディスクカッターは非常に強力だと考えています。
エンドミルの場合
従来のDGMで大型歯車を加工する場合、ハスバ歯車では基本的にテーパーボールエンドミルを 使用することになります。(平歯車の場合はラジアスエンドミルでも加工可能です。)
テーパーボールエンドミルはラジアスエンドミルやボールエンドミルより軸部を太くできるため、小型の歯車を加工する場合は 工具切損のリスクが減って有利な面はあります。 しかし、以下の課題があり、自信を持ってお客様に推奨しきれない状況でした。
- 工具の価格が非常に高い
- 歯車の歯面を薄い取り代で複数パスに分けて加工する用途には特化されておらず、汎用的な作りになっており、 歯車の加工に向いているとは言えない
- 国内で製造しているメーカーが少なく、種類も少ないため、入手性が悪い
DGM_EとDGG_Eで実現したこと
これらの課題を解決し、大型歯車でもCAMに比べて自信を持って推奨できる加工方法として開発したのが、
今回のDGM_EとDGG_Eです。
歯車歯面の加工工具をラジアスエンドミルとしたことで、次のようなメリットが得られます。
- 工具の入手性が高い:多くのメーカーから多様な種類のラジアスエンドミルが販売されており、 刃の設計仕様・刃数・刃先R・コーティング等の選択肢の中から、加工対象の歯車に向いた工具を選定できます。
- 工具コストが低い:テーパーボールエンドミルに比べて圧倒的に安価で、大型歯車の 加工コストを抑えられます。
- CAMに対する優位性:歯車の歯面は数式で求められる形状のためCADやCAMによる誤差が 生じることがなく、理論的に完全に正しい座標を指令できます。また、CAM加工に比べてパスの作成や 寸法・歯車精度の調整が容易です。(これはDGMに共通するCAM加工に対する利点です。)
- 熱処理後の研削相当の加工に有利(DGG_E):歯形修正やバイアス修正において、 ボールエンドミルやテーパーボールエンドミルと違い工具径が変化しないため、精度が安定した加工が可能です。
テーパーボールエンドミルとラジアスエンドミルの主な比較を以下に示します。
| 比較項目 | テーパーボールエンドミル (従来のDGM) |
ラジアスエンドミル (DGM_E/DGG_E) |
|---|---|---|
| 工具コスト | 高価 | 安価 |
| 入手性 | 国内メーカーが少なく入手性が悪い | 多くのメーカーから容易に入手可能 |
| 種類(刃数・コーティング等) | 選択肢が限られる | 用途別に豊富な選択肢 |
| 軸方向位置による工具径変化 | 変化する(精度に影響) | 側面部は一定(精度安定) |
| 歯車加工への特化 | 汎用設計で歯車専用ではない | 汎用工具を流用 |
理論的にはテーパーボールエンドミルが有利な場面もありますが、入手性・価格・選択肢の広さといった現実的な 観点を踏まえると、ラジアスエンドミルを流用するDGM_E/DGG_Eの方が、より良い結果を得られる というのが、現時点での歯車加工技術研究所の考えです。
DGM_Eの概要
DGM_Eの加工原理
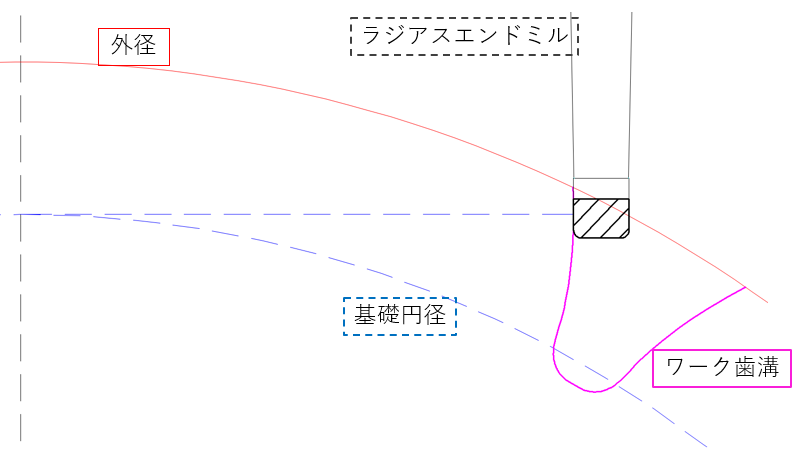
DGM_Eでは、インボリュート歯形の性質を利用して工具の座標を計算します。下図のように基礎円からの接線と
歯面の交点において、この点の歯面法線方向が基礎円からの接線方向となります。この点に、ラジアスエンドミル側面の
使用したい位置を合わせ、工具の位置決め座標を計算します。
歯スジ方向には、従来のDGMと同様に、この位置決め(同じXY座標)のまま歯スジのリード量に合わせて
軸方向(Z軸)の移動量とワーク回転軸(C軸)の回転量を同期させて加工を行います。
この基礎円からの接線は必ず水平になるよう加工を行います。接線を水平に加工することで、工具を傾ける必要が無くなり、 4軸加工機で加工できるようになります。その代わり、後述するように歯面を加工する工具(パス)と歯底を加工する 工具(パス)を別に設定する必要があります。この基礎円からの接線を水平(0度)にして加工する方法をマーグのゼロ研削 にちなんで「zero-E(Endmill)」と勝手に名付けています。
歯面加工
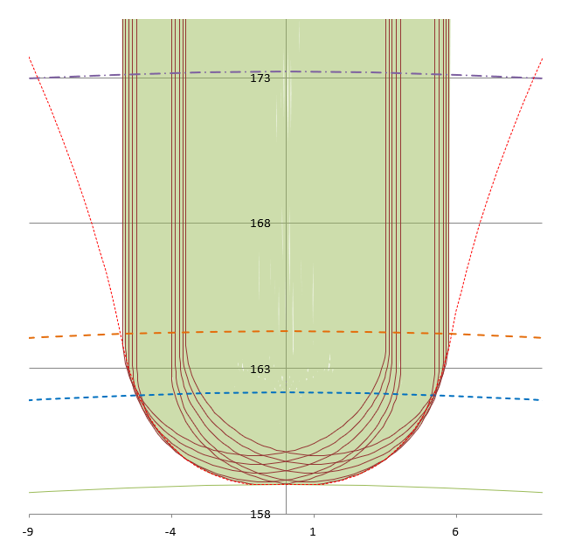
歯面の歯先から歯元までの加工位置でのパスを歯車の歯溝中心で描き直したものが下図の歯面加工創成図となります。
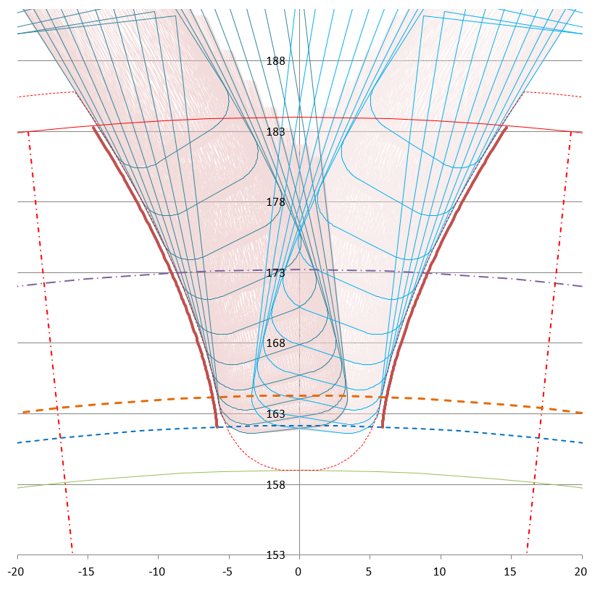
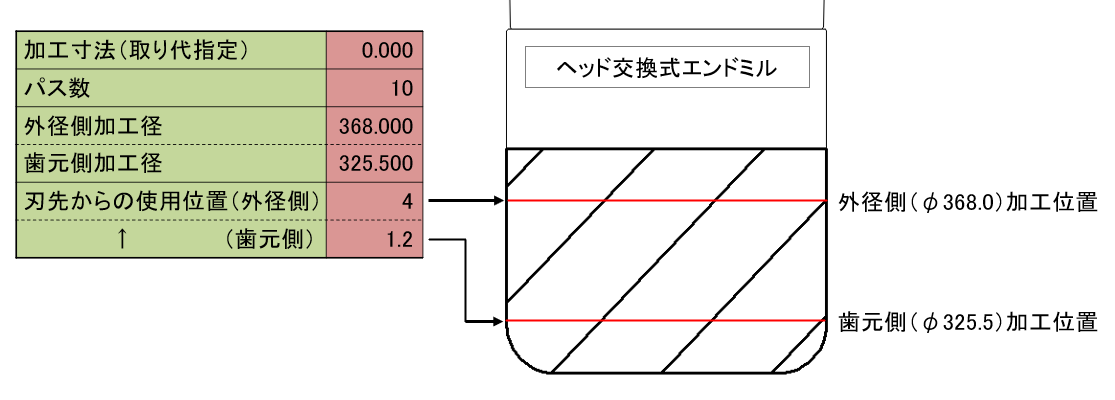
大きな径のエンドミルでは、刃先交換式のエンドミルやチップ式のエンドミルが用いられ、刃丈は短くなりがちです。
その短い刃丈の中で、外径側を加工するときに使用する位置と歯元側を加工するときに使用する位置を
下の図のように設定することで、工具全体を使用して寿命を延ばすことができます。
パスはインボリュートの性質を利用しているので歯元側には基礎円径までしかパスを発生できないため、
歯底径が基礎円径より小さい歯車では、別途歯底を加工する工具を設定して加工する必要があります。
ボールエンドミルを歯面加工に使用する場合は先端のR部を使用して加工するのではなく、フルRのラジアスエンドミル とみなして、側面部を使用して加工を行います。
歯底加工
歯底部の加工は下図のようにボールエンドミルで加工を行います。
現時点では、ホブの創成図により描いた歯形(歯底)形状に対して画面を確認しながら手動でパスを設定するようにしています。
今後のバージョンアップで自動的にパスを設定する機能追加を検討します。
DGM_Eの短所
下の画像のように歯面加工パスと歯底加工パスがきちんとつながっているか確認します。
DGM_Eの短所は歯面と歯底が別工具となり、歯面と歯底がきちんと繋がっているか確認する必要があることです。
工具長や工具のRの設定を誤っていなければ問題はないはずですが、歯車測定や形状測定、そして手触りでの確認などで必ず注意して
確認をして頂く必要があります。
DGM_Eが最適か?
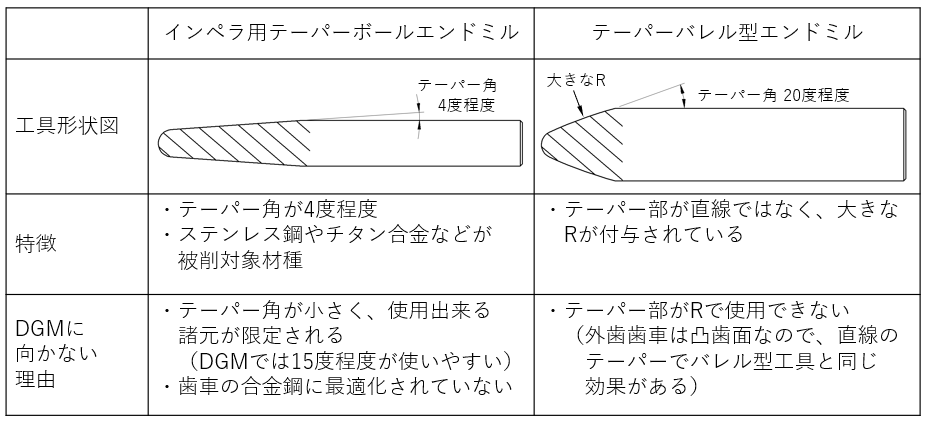
歯車加工技術研究所では、DGM_Eは汎用設備と汎用工具で大型歯車の加工を行うための、 現時点で最も現実的かつ汎用性の高い解だと考えています。 ラジアスエンドミルは用途に対する種類が豊富で安価ですが、下表のインペラ用テーパーエンドミルや テーパーバレル型エンドミルのように、歯車専用テーパーエンドミルが標準のラインナップで安価に入手できれば、 これらの方が最適な工具となり、従来のDGMの方が最適解となるでしょう。
また、下図のような工具を用いて、横型マシニングセンターにこのようなディスク型カッターを取り付けることができる 設備があれば、従来のDGMを用いて任意諸元の(大型)歯車を加工することができるようになると思います。

今後の大型歯車の加工には課題があると考えており、専用のホブカッターとホブ盤で加工を行うだけでなく、自由な発想で 汎用工具と汎用加工機で加工できる世界になることを期待しています。
DGG_Eの概要
DGG_EはDGM_Eと加工原理は同じですが、主に熱処理後に歯形修正やバイアス修正を歯面に付与するためのソフトウェアです。
近年では浸炭焼き入れされた歯車でも、超硬工具のコーティングの進歩やミスト加工により、非常に難しいですが歯面仕上げを
行うことが可能になりました。
しかし、工具摩耗との勝負となるため、熱処理前のDGM_Eよりも、左右の歯面で工具を変更可能にしたり、
細かな取り代の調整を可能にするなどの工夫を行っています。
DGG_Eは、量産工程でギヤシェーパーやスカイビングで加工を行いギヤホーニングで歯面仕上げを行う歯車の試作にも対応します。
歯形・歯スジ修正
DGG_Eでの歯形・歯スジ修正は、CBN電着砥石を使用するDGGと同様で、以下の歯面・歯底修正に対応しています。
- 圧力角修正・歯形クラウニング・歯先修正
- ネジレ角修正・歯スジクラウニング
- バイアス調整(歯面にネジレを与える)
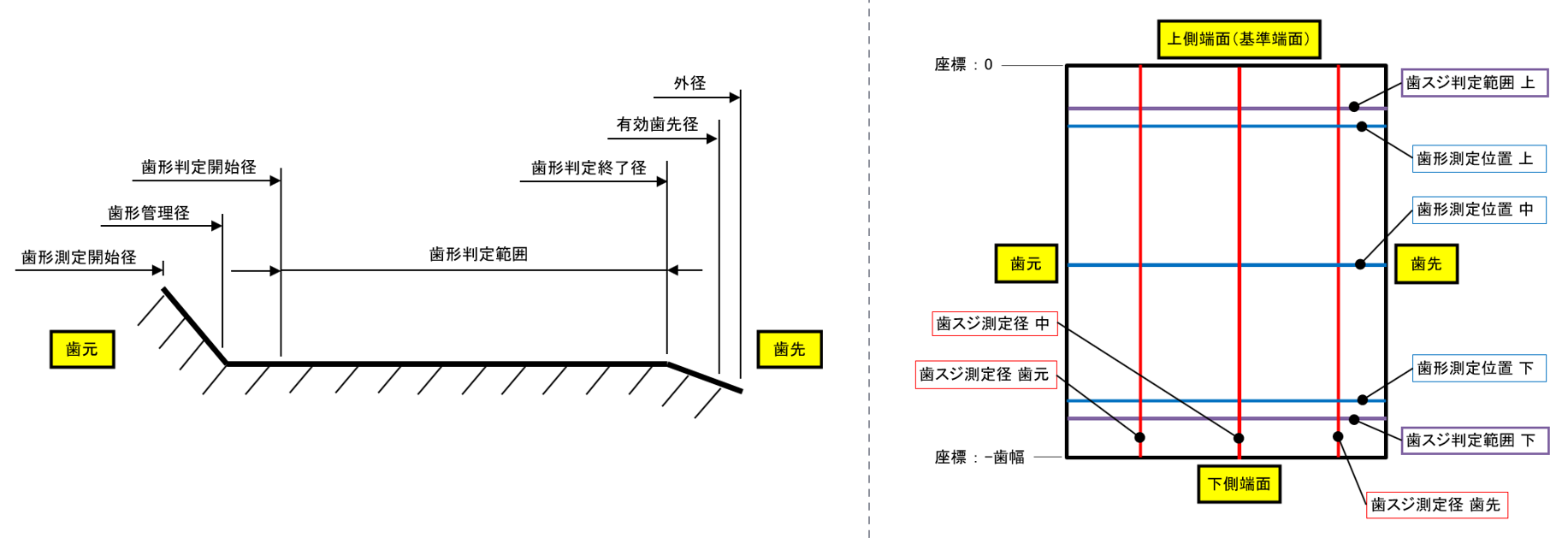
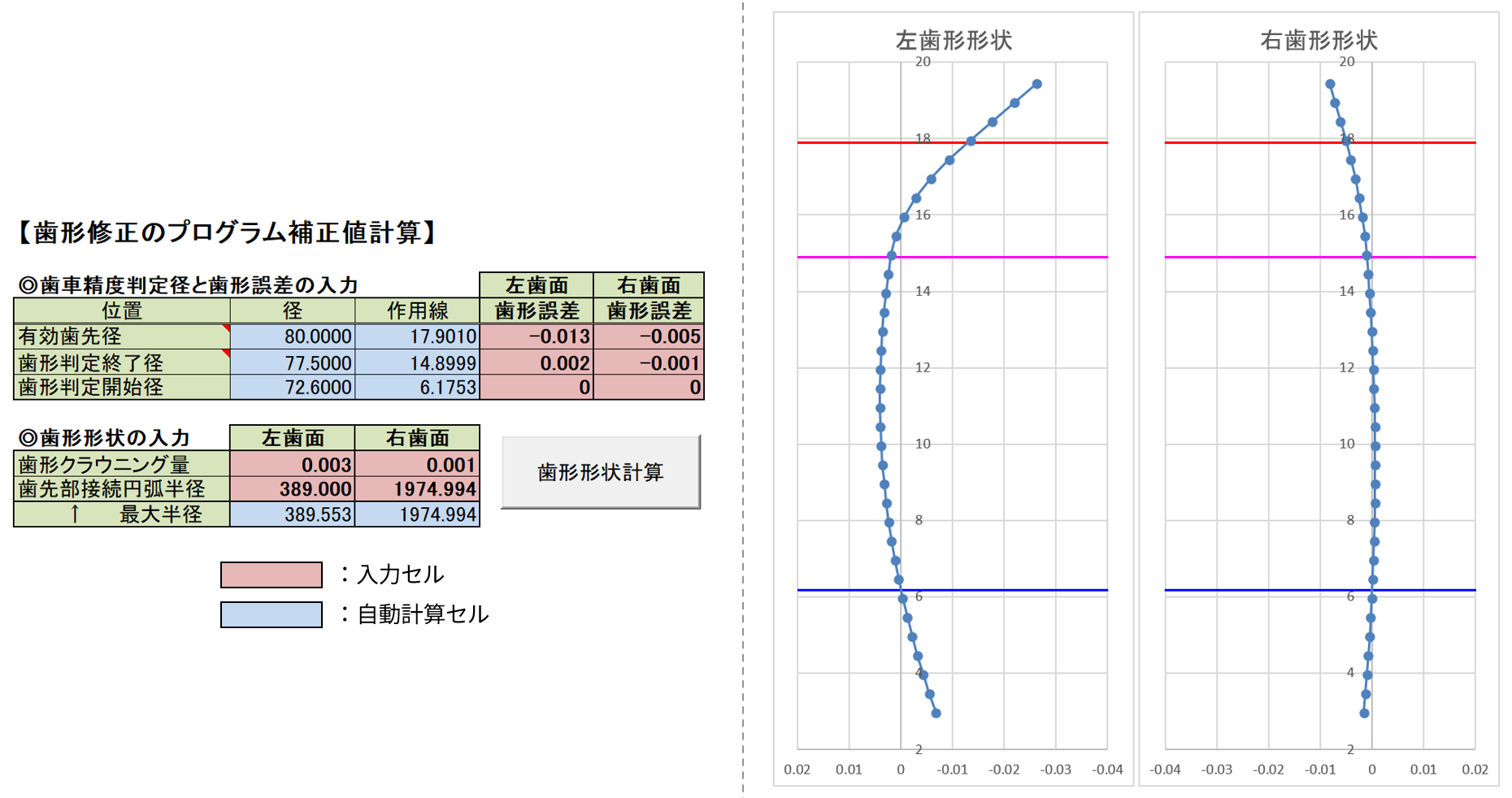
歯形・歯スジ修正を行うには、まず、下図のように歯車精度の判定範囲を設定します。
下の図は左右個別に歯形クラウニング・歯先修正を行った事例です。
(判定範囲を定めているので、少ない入力項目で思い通りの修正が可能になっています。)
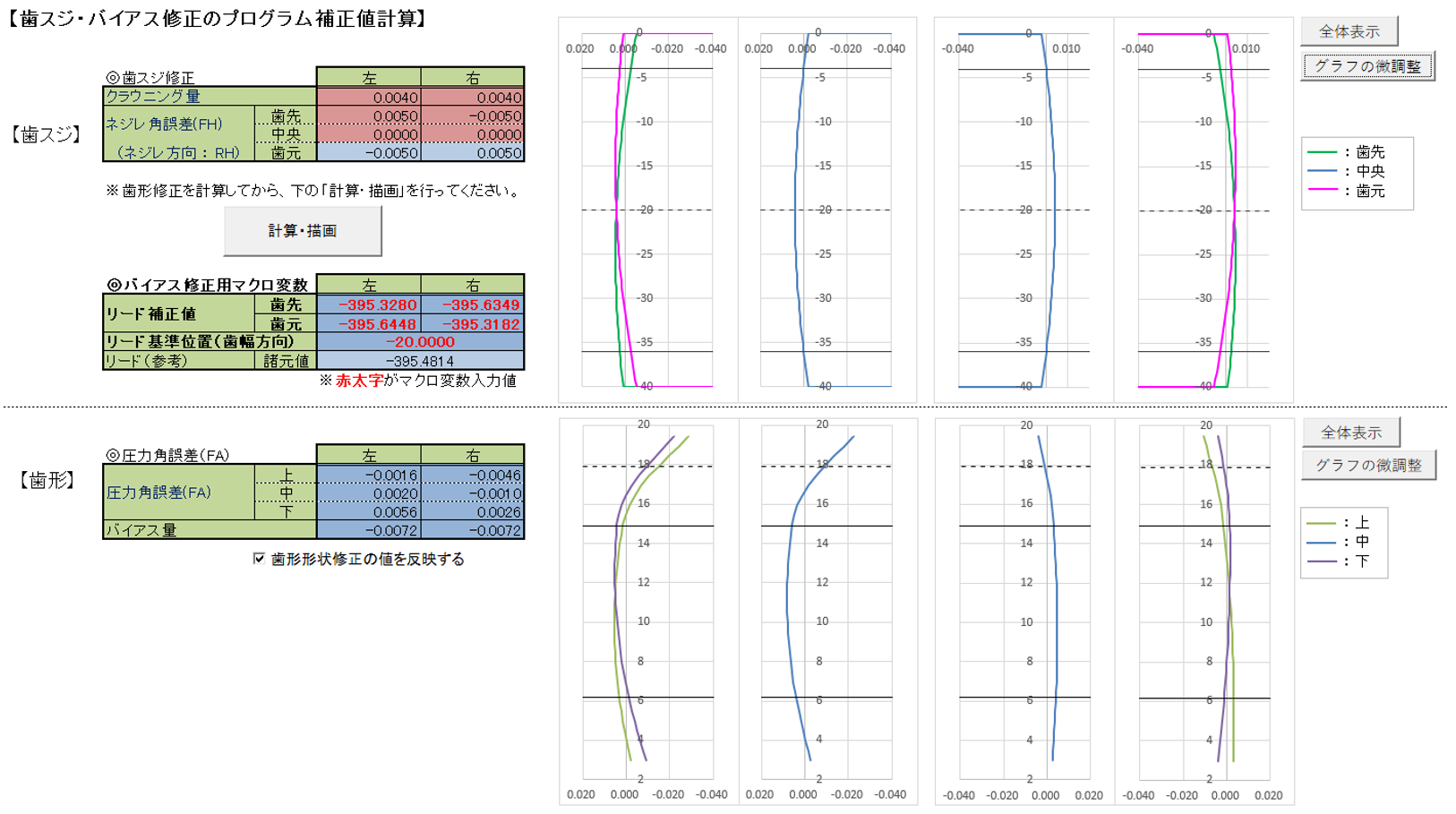
バイアス調整は、下の図のように、歯先から歯元に向かってネジレ角を変化させることによって与えることが出来ます。
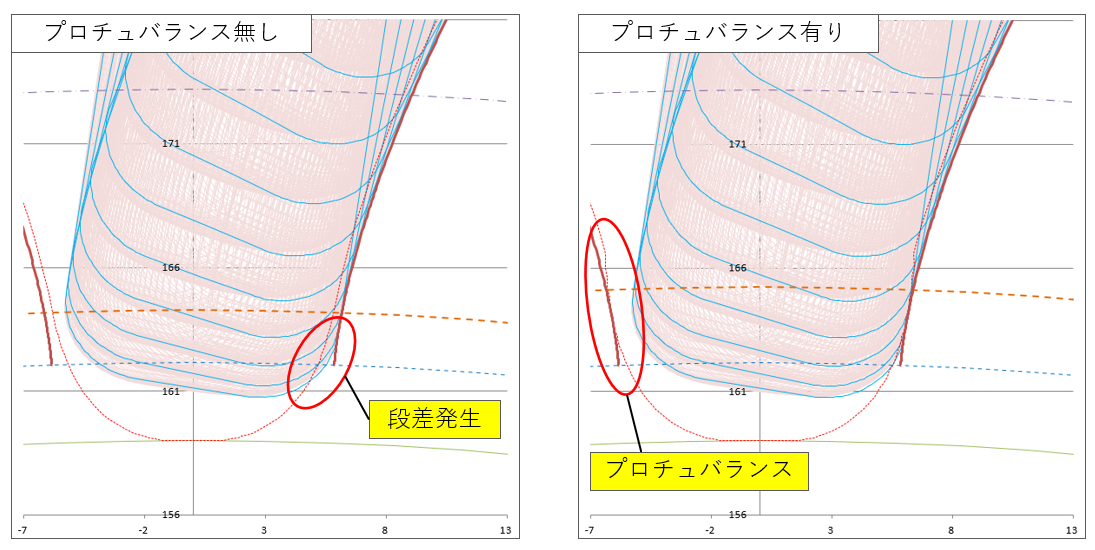
歯底の段差
DGG_Eのパスでは従来のDGMと違って歯底のトロコイドの動作が無く、ラジアスエンドミルのRが転写されることになり、
歯底の段差が発生しやすくなります。
このため、熱処理前の歯切加工(DGM_E)にて、プロチュバランスを付与して加工を行うことで、歯底の段差を小さくすることを
検討した方が良いでしょう。
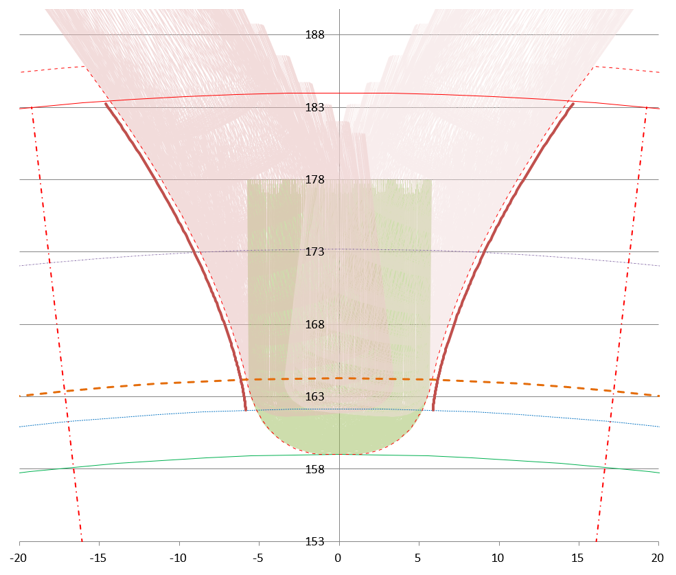
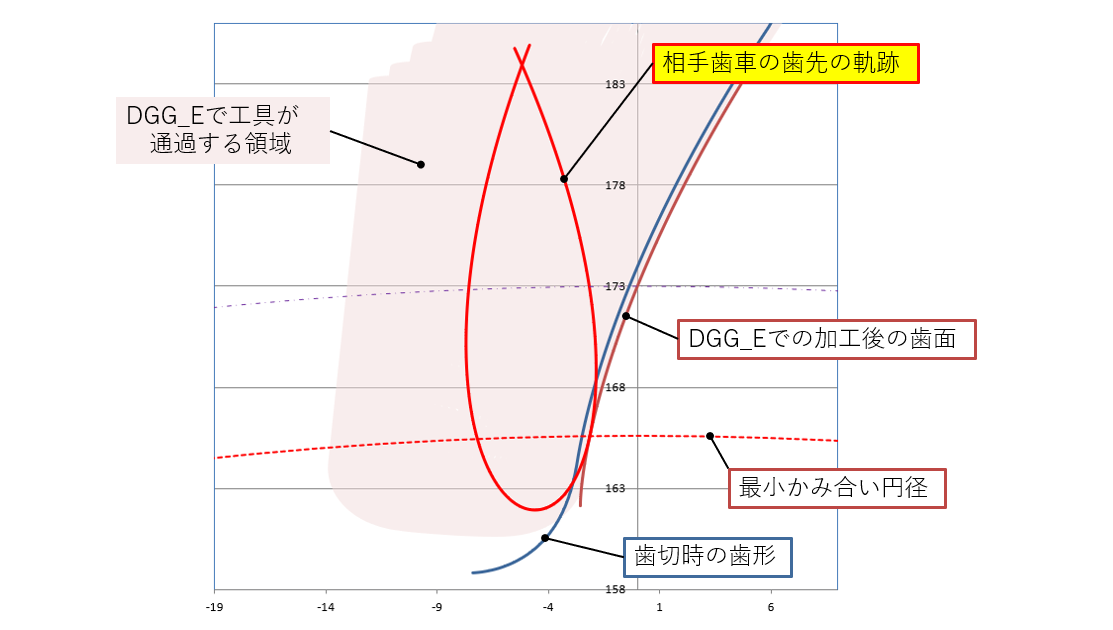
また、熱処理による歪みや左右の取り代の差などにより、歯底には少なからず段差が発生します。そのため、 下図のように相手歯先の軌跡(トロコイド)を確認できる機能を追加しています。歯底の段差が発生する状況では、 最小かみ合い円径まで歯面が仕上がっているかを歯車精度測定により確認するだけでは不十分で、相手の歯先の軌跡が 段差に干渉しないことまで確認する必要があります。下図のように相手歯先がDGG_Eで加工される(工具が通過する)領域内に 収まるようにDGG_Eのパスを設定できれば安全でしょう。
ダウンロード
プログラムは以下のリンク先からダウンロード可能です。
※ただし、起動するには登録キーが必要なので、ダウンロードは契約ユーザーまたは試用をご希望の方向けです。
DGM_Eのダウンロード
DGG_Eのダウンロード
価格・利用規約
DGM_EとDGG_Eを含む外歯用DGMの価格表と利用規約は、以下のリンクからPDFファイルをダウンロードできます。
外歯用DGMの種類と料金(2026-05-12)
利用規約兼保守サポート規約
取扱説明
DGM_EとDGG_Eの操作説明は、現在、TeamsやMeet等によるWeb会議により行っております。
現在はソフトウェアの拡充やブラッシュアップに力を注ぎたいのですが、お客様の増加に合わせて、動画かHP上に
取扱説明を記載していこうと思っています。
いずれにしても、この場所を起点に取扱説明書をお知らせしていく予定です。
その他
今回開発したDGM_EとDGG_E、そして従来のDGMは、別々のソフトウェアとして開発しました。しかし、「本来は1つのソフトウェアで
パスの出力の方法が違うだけではないか?」と、ご使用されるお客様は感じられるのではないかと思います。
もちろん、開発者としても痛切にそのことを感じています。
この分割は、Excel VBAで開発を行っているため、機能の統合によりファイルが肥大化し動作が不安定になることを防ぐためです。
しかし、このまま同じようなソフトウェアを開発していくと、保守による工数が増加していくことを痛感しています。
今回のDGM_EとDGG_Eの開発により、さらに新しい技術スタック(プログラム言語等)で開発しなければならないと決意しました。
その決意表明を以下に記載しました。
新しい技術スタックでソフトウェアを開発する方針のお知らせ
新しい技術スタックへの移行までの間、ご不便をおかけいたしますが、ご理解とご協力を賜りたく、何卒よろしくお願い申し上げます。