ダイレクト ギヤ グラインディング(DGG)
4軸or5軸の汎用NC加工機とディスク型のCBN電着ホィール等の砥石により、任意諸元の平・ハスバ歯車の歯面研削を行うNCプログラムを作成するソフトウェアです。
熱処理による歪を修正するだけでなく、歯形・歯スジの修正も行うことが出来ます。
DGG開発の背景
5軸複合加工機が現れたことにより、旋削とマシニング加工が同時に加工出来るようになりました。そこにレーザー加工・溶接・焼き入れやAM(金属積層造形)、測定機能、そして歯車の加工(切削加工)が追加され始めているのが現在の状況です。
電子機器の進化とは ”汎用化” 、つまり、何でも出来る機器になることだと思います。PCやスマホが現れたことにより、文書を書くことしか出来ない"ワープロ"や電話しか出来ない"ガラケー”が無くなりました。また、スマホの中には、電話、メール、Web閲覧、動画視聴、電子マネー、地図、ナビゲーション、目覚まし時計、アラーム、懐中電灯、、、等、ソフトウェア(アプリ)を追加すれば様々機能を詰め込むことが出来ます。
5軸複合加工機も同様に、追加の機器とソフトウェアさえ追加すればどのような加工もできるベースの機械となろうとしています。
今後の5軸複合加工機には研削の機能が追加されてグラインディングセンターが発展していくことが予想されます。そこには、歯車の歯面研削も追加されるべきと考えております。
そこに対応しようとするのがDGG(ダイレクト ギヤ グラインディング)となります。
5軸複合加工機は量産用の加工設備というより、試作加工など多品種少量生産向けの設備になります。歯車の歯面研削を大別すると、1枚砥石の歯面研削盤とネジ状砥石の歯面研削盤に大別されます。1枚砥石の歯面研削盤は多品種少量生産の試作向けの歯面研削となります。現在、5軸(6軸)のNC軸をもつ1枚砥石の歯面研削盤でも、歯面研削(成形歯面研削)しか出来ませんが、このような設備は、今後、"ワープロ" や "ガラケー" のようになってしまうかもしれません。
DGGの概要
DGGの歯面研削方式
歯車の歯面研削を研削砥石の形状で分類すると下表のようになります。
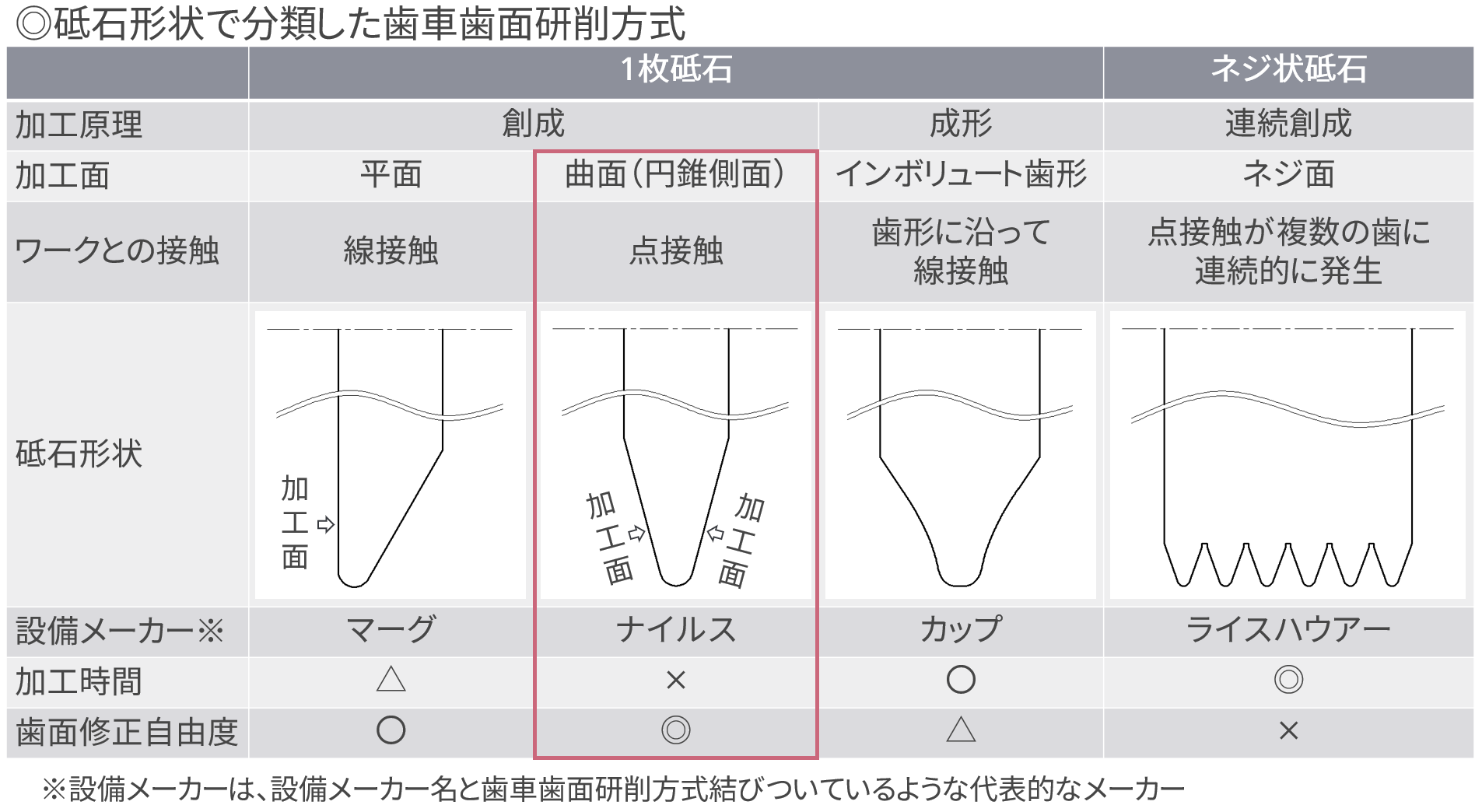
現時点でDGGで対応している歯車歯面研削方式は表の赤枠で囲っている”ナイルス方式”で、DGMのディスクカッターをCBNの電着ホィールに置き換えて歯面研削を行います。
この場合、DGMで使用している一般的な切削用の5軸加工機で対応可能です。
ドレス装置が付いたグラインディングセンターの場合は、普通砥石でドレスをしながら歯面研削を行うことができ、現時点でもドレスのプログラムを追加すれば、”ナイルス方式”でしたら対応可能です。
将来的には、1枚砥石の歯面研削である”マーグ方式”と”成形歯面研削(カップ方式)"にも対応する予定です。
上記の表は歯面研削についてですが、切削による歯切についても同様の仕訳ができます。DGMでは、1つの工具で様々な諸元に対応するのが目的なので、”マーグ方式"か"ナイルス方式"が選択肢になり、汎用性の高さから”ナイルス方式”を採用しています。ただし、加工時間では”マーグ方式”の方が有利であり、お客様からのご要望があれば”マーグ方式”の対応も検討したいと考えています。
DGGの加工パス
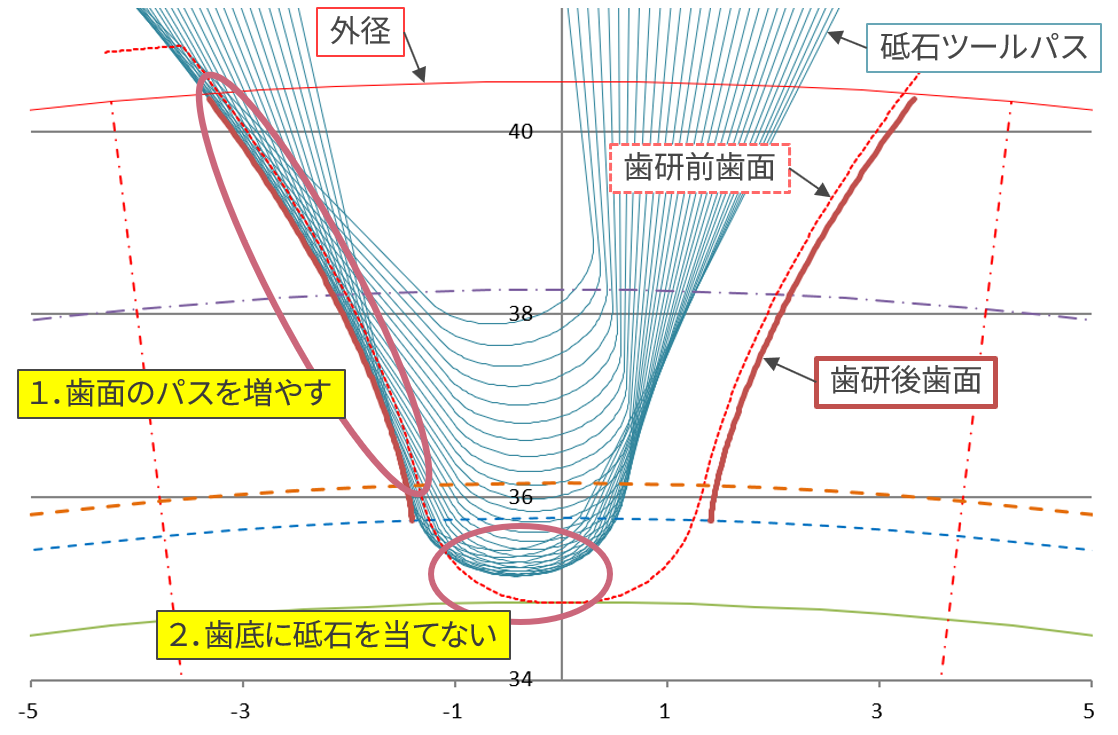
加工パスの設定はDGMの場合とほぼ同じですが、DGGの場合、設定するパスは以下の3つに注意する必要があります。
- 歯面の多角形誤差を小さくするためにパスを増やす
- 歯底に砥石を当てない
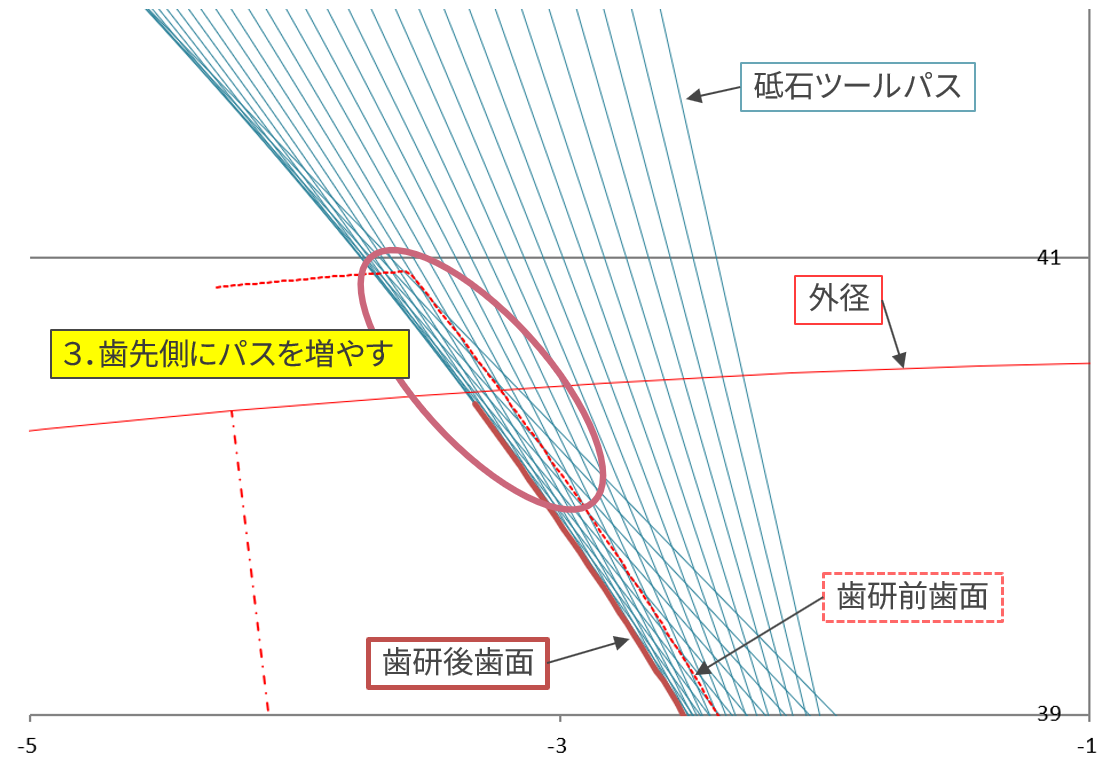
- 取り代を考慮して歯先側にパスを増やす
パス数は加工する歯車の要求精度にもよりますが、歯先から歯元までのインボリュートを創成する部分のパスで20パス以上で設定すると良いでしょう。また、砥石の先端のR部はCBNの電着が剥がれやすいのと歯底部の取り代のコントロールが難しいので、砥石先端とワークの歯底のクリアランスを確保します。(ドレスが出来る場合は歯底まで研削可能です。)
また、一回の切込量で歯面研削を完了させる場合は、加工開始する歯先部で研削負荷が大きくならないよう、下図のように歯先部に余分のパスを追加します。
歯形・歯スジ修正
DGGでの歯形・歯スジ修正は以下に対応しています。
- 圧力角修正・歯形クラウニング・歯先修正
- ネジレ角修正・歯スジクラウニング
- バイアス調整(歯面にネジレを与える)
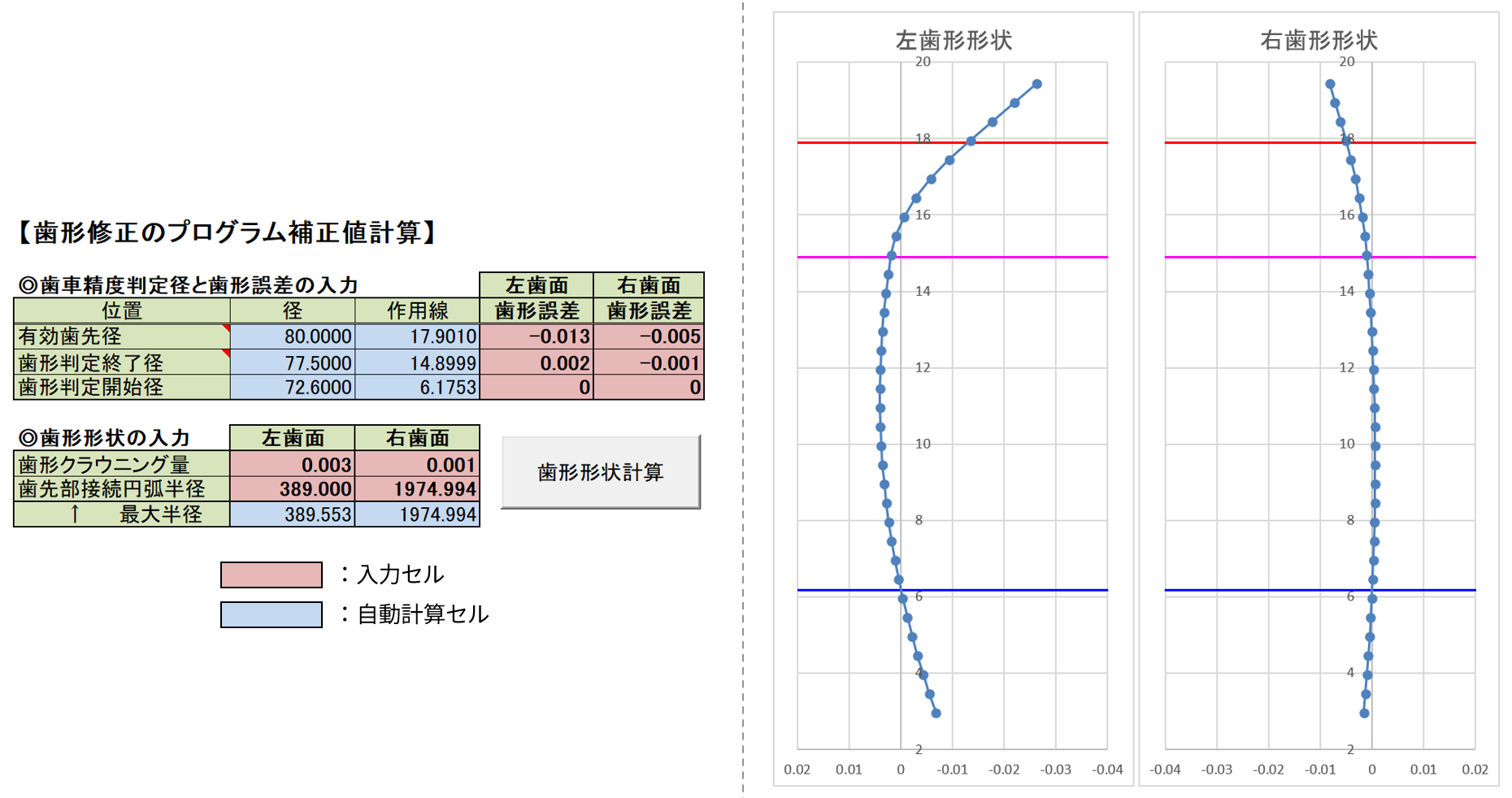
歯形・歯スジ修正を行うには、まず、下図のように歯車精度の判定範囲を設定します。
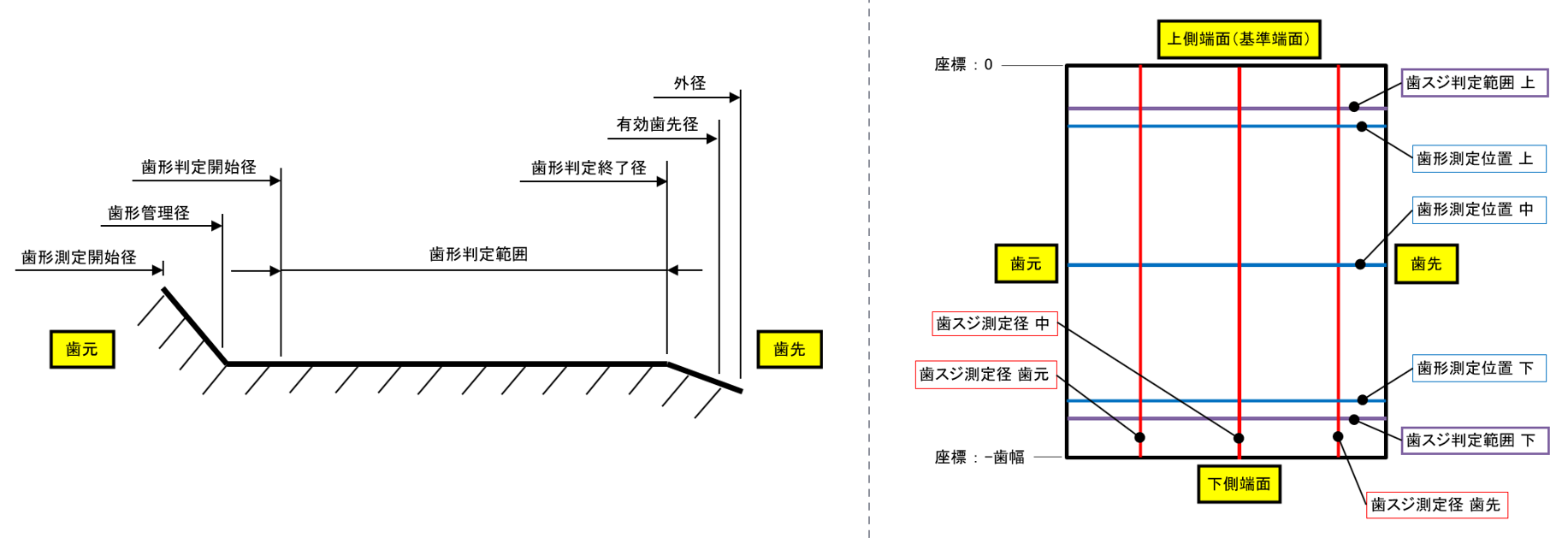
下の図は左右個別に歯形クラウニング・歯先修正を行った事例です。
(判定範囲を定めているので、少ない入力項目で思い通りの修正が可能里なっています。)
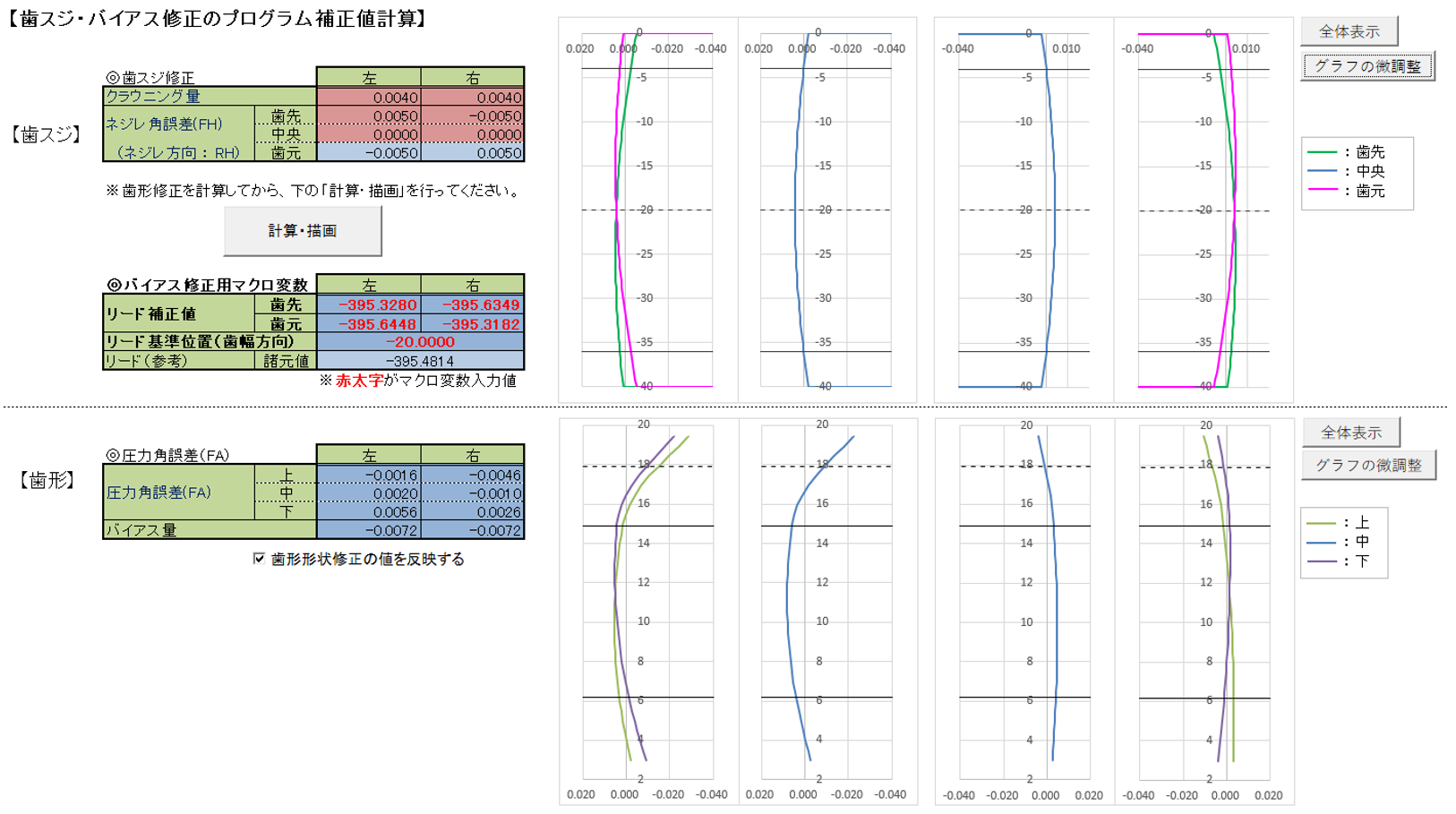
バイアス調整は、下の図のように、歯先から歯元に向かってネジレ角を変化させることによって与えることが出来ます。
歯合わせ
工具主軸にAEセンサーが付いていたり工具主軸が軽く回るようフリーになる機能があれば、自動歯合わせや手作業での接触確認による歯合わせも可能ですが、一般的な設備では、事前にタッチセンサー等により歯溝中心をラフに合わせた後、少しずつ切り込みを増やしながら歯スジ方向に加工し、厳密な左右歯面の接触位置を確認します。
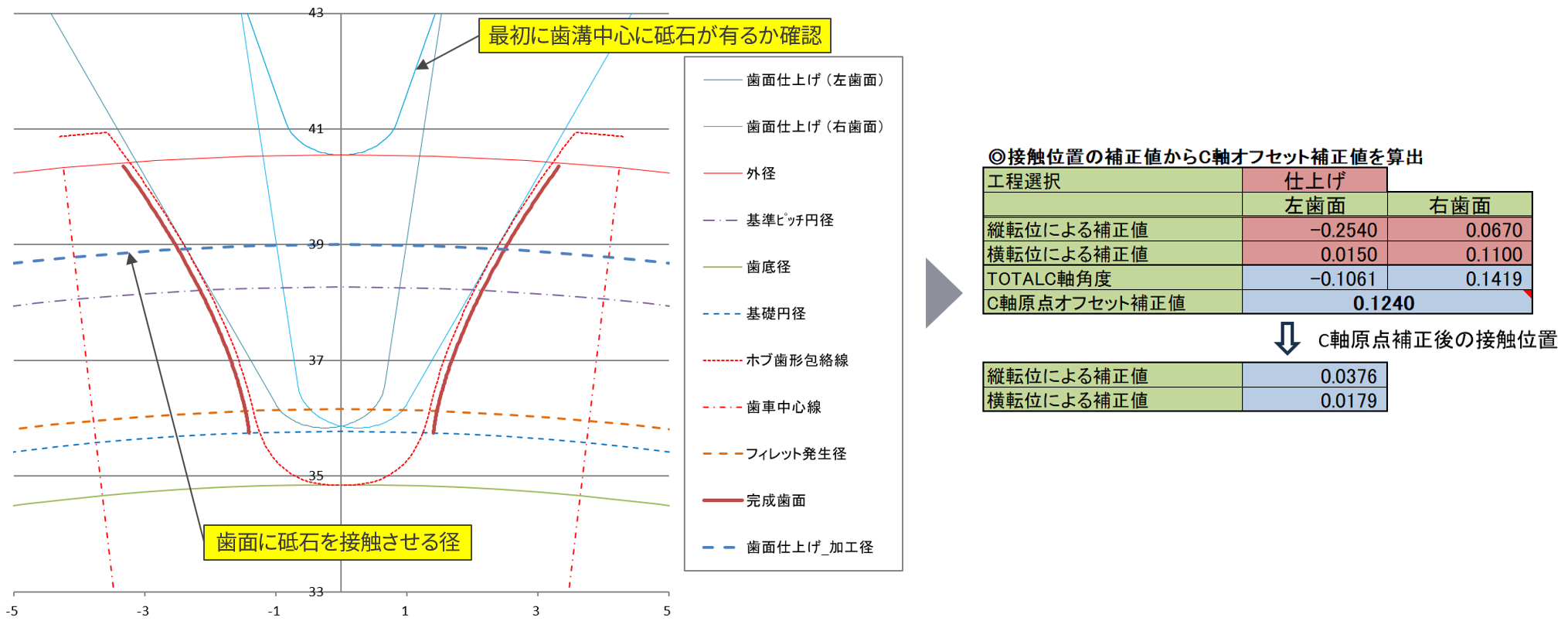
DGGでは下の図のように歯合わせで歯面に接触させる位置を自由に設定し、歯合わせ加工のプログラムを自動作成します。下の図では接触位置は1箇所ですが、複数設定しておき、接触箇所を選択して1つの歯溝で何回も歯合わせ加工を行うことが出来るようにしています。
少しずつ切り込みを増やす方法としては、縦転位(径方向)と横転位(円周方向)の両方を組み合わせて反対歯面に接触させないように接触確認を進めて行きます。接触した位置は左右のそれぞれに、縦転位と横転位の混じった値が計4つ得られますが、下の図の右の表に4つの値を入力することで、歯の中心の厳密なズレ量を計算する仕組みになっています。
ダウンロード
プログラムは以下のリンク先からダウンロード可能です。
※ただし、起動するには登録キーが必要なので、ダウンロードは契約ユーザーか試用ご希望の方用です。
汎用5軸NC加工機用DGGのダウンロード
価格・利用規約
ダイレクトギヤミーリング(DGM)の価格表と利用規約は、以下のリンクからPDFファイルをダウンロード出来ます。
DGM・DGC_料金表(2023-1-05改定)
利用規約兼保守サポート規約
※旧文書はこちらからダウンロード出来ます。
取扱説明
ダイレクトギヤグラインディングの操作説明は、現在、Skype等のよるWeb会議により行っております。
現在はソフトウェアの拡充やブラッシュアップに力を注ぎたいのですが、お客様の増加に合わせて、動画かHP上に取扱説明を記載していこうと思っています。
いずれにしても、この場所を起点に取扱説明書を連絡していく予定です。