DGM-H(NCホブ盤用)プログラム ダウンロード
以下に従ってDGMプログラムのダウンロードとインストールを行ってください。
DGM(NCホブ盤用)のダウンロード
以下のリンクをクリックして、必要なファイルをダウンロードしてください。
【必要ファイル】- DGM-H_(Ver010).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_DB.accdb ← データを保存しているデータベースファイル
【その他】
- DGM-H_DB(サンプル).accdb ← サンプル事例を保存しているデータベースファイル
- サブプログラム(kashifuji)2023-8-24.zip ← カシフジNCホブ盤用のNCポストプログラム
※Ver007以降用
【旧バージョン(何か不具合があって、昔のバージョンに戻したい場合)】
- DGM-H_(Ver009).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_(Ver008).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_(Ver007).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_(Ver005).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_(Ver004).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_(Ver003).zip ← DGM(NCホブ盤用)プログラムの本体
- DGM-H_(Ver002).zip ← DGM(NCホブ盤用)プログラムの本体
- サブプログラム(kashifuji)2023-3-15.zip ← カシフジNCホブ盤用のNCポストプログラム
※Ver007以降用 - サブプログラム(Kashifuji).zip ← カシフジNCホブ盤用のNCポストプログラム
※Ver006以前用
インストール方法
①ダウンロードファイルの保存先
"DGM_NCホブ盤用(VerXXX).zip"と"DGM-H_DB.accdb"をダウンロードし、.zipファイルは解凍後、以下のフォルダ内に保存してください。
C:\GearProcessingTechnologyLab\
.png)
②認証方法
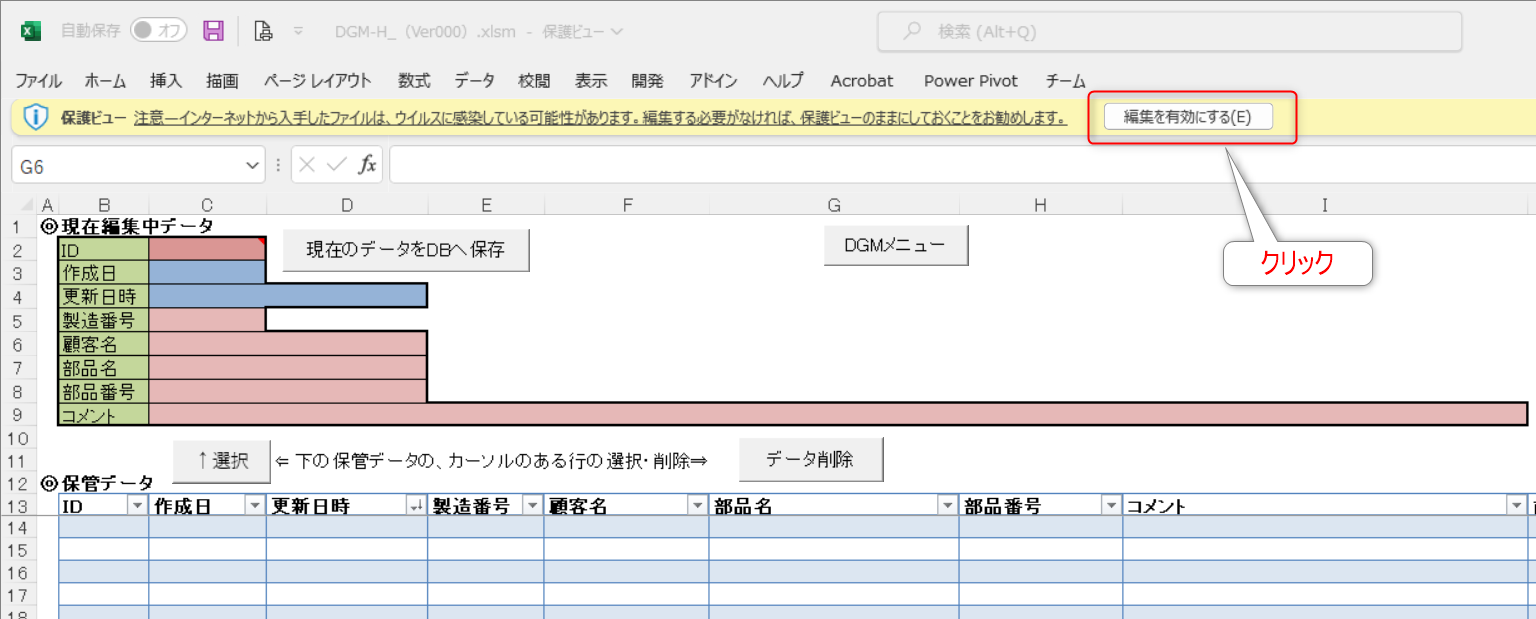
"DGM-H_(VerXXX)"を起動すると、下図のような画面が立ち上がりますので、”編集を有効にする(E)” のボタンを押してください。
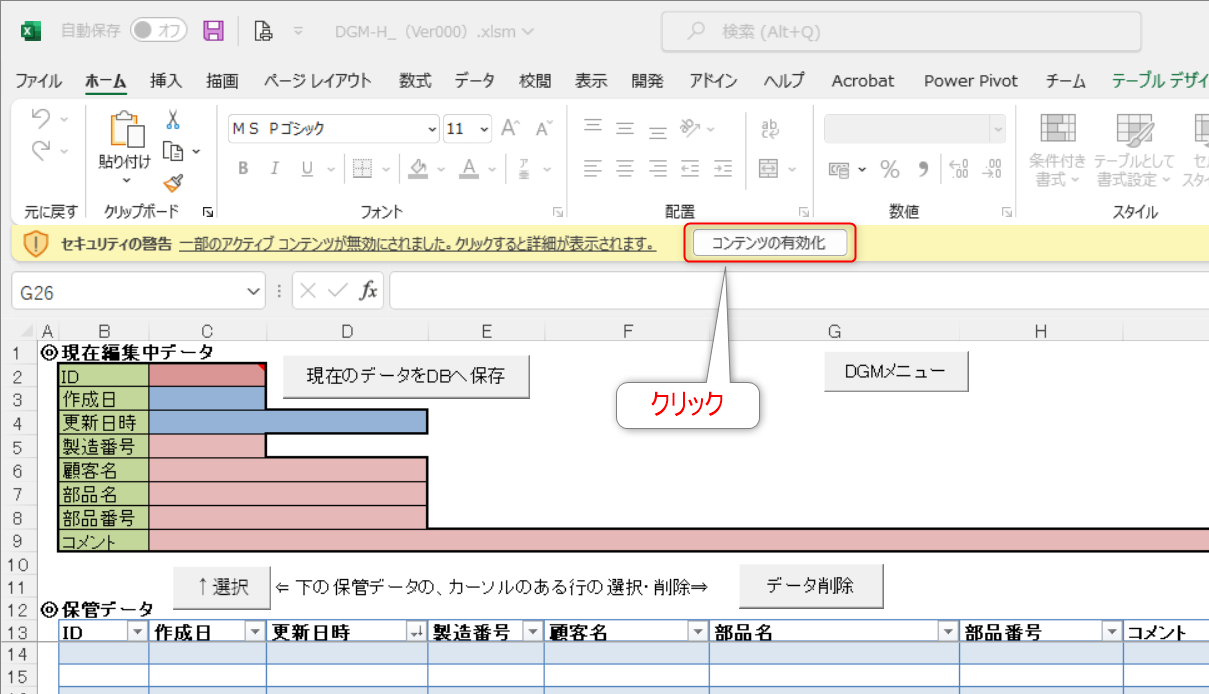
次に ”コンテンツの有効化” のボタンを押し、マクロプログラムを有効にします。
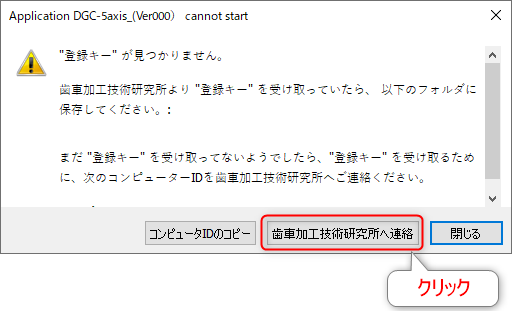
そうすると、以下のようなメッセージが現れますので、”Contact Author" のボタンを押してください。
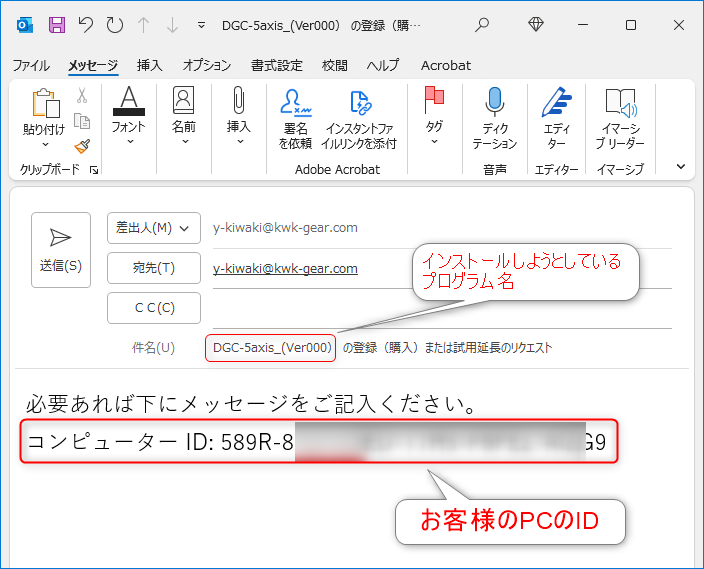
Windowsでメールソフトの設定が正しく出来ていれば、以下のようにお客様のPCのIDが記載されたメールが立ち上がるので、このまま送信してください。
メールソフトが設定されていない場合は、前の画面の ”Copy Computer ID" を押すと、”Computer ID” がコピーされますので、手動でメールソフトを立ち上げて、Computer IDをメール本文に貼り付け、歯車加工技術研究所(y-kiwaki@kwk-gear.com)まで、メールを送付ください。
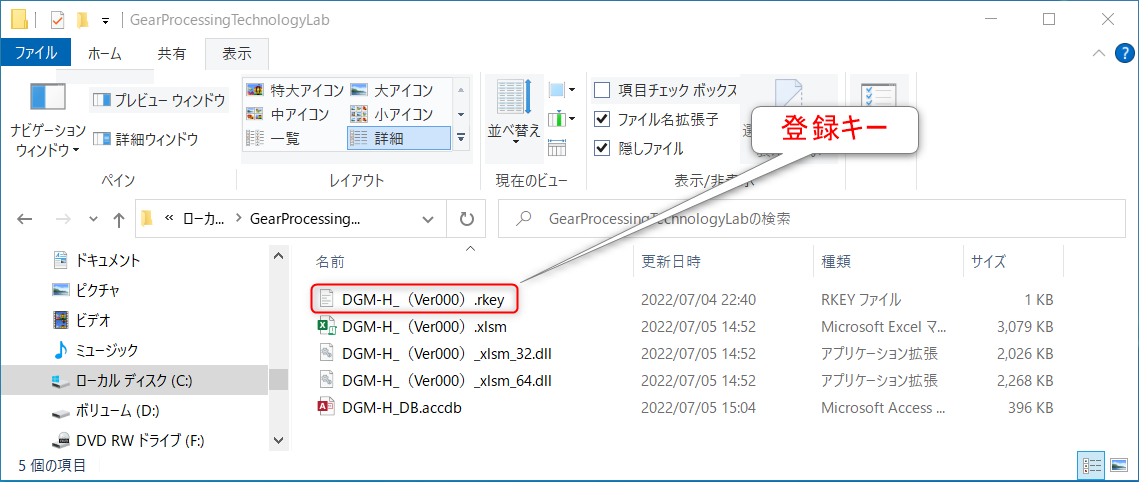
歯車加工技術研究所がメールを受け取ると、お客様の ”Computer ID” に対して 登録キー "DGM-H_(VerXXX).rkey” を作成して返信メールの添付ファイルにて送信します。
返信メールを受け取ったお客様は、添付ファイル "DGM-H_(VerXXX).rkey” を先と同じ C:\GearProcessingTechnologyLab\ の中に保存してください。
アンインストールとバージョンアップ
①アンインストール
アンインストールは、インストールしたファイルを消去するだけでOKです。
②バージョンアップ
バージョンアップはインストール時と同様に、新しいバージョンのファイルダウンロードして C:\GearProcessingTechnologyLab\ の中に保存し、登録キー "DGM-H_(VerXXX).rkey” を受け取って下さい。
古いバージョンのファイルは残しておいても問題は有りませんが、消去する場合は、同一のバージョン(VerXXX) の拡張子が ".rkey"、".xlm"、"_32.dll"、"_64.dll" の4つのファイルを削除してください。
拡張子が ”.accdb" のファイルはデータを保存しているデータベース ファイルなので、バージョンアップをしても引き続き使用を継続します。
このファイルの拡張子前のファイル名は任意に設定でき、データベースファイルを切り替えながら使用することが出来ます。その使用方法については、別途説明致します。
更新履歴
-
- Ver.0.10(バージョンアップ無しの不具合修正)
- ・以前のファイル有効期限プログラムが誤動作してしまう不具合を修正
- ・コンパイラーを Microsoft Visual C→MinGW GCC に戻した
-
- Ver.0.10(バージョンアップ無しの不具合修正)
- ・粗加工のパス数が多いとパスが計算されない不具合を修正
-
- Ver.0.10(バージョンアップ無しの不具合修正)
- ・歯底FITが動作しない不具合を修正
-
- Ver.0.10(バージョンアップ無しの不具合修正)
- ・"データリスト"シートで、IDの無いセルからデータを呼び出した場合、次回からデータの呼び出しが出来なくなる不具合を修正
-
- Ver.0.10
- ・Ver009で計算を中止する処理でエラーが頻発するため、プログラムを改善
- ・安定性向上のためコンパイラーを MinGW GCC → Microsoft Visual C に変更
-
- Ver.0.09
- ・粗加工の加工形状の厳密な表示機能を追加
- ・粗加工の工具傾け角を、歯面加工の傾け角に合わせて加工パスの計算・表示するよう改善
- ・歯底が広い(ホブのトップランドが大きい)諸元に対し、歯底形状に自動でパス(加工座標)を作成する機能を追加
※これに合わせて、粗の歯スジ加工プログラム(O8912を変更) - ・グラフの描画高速化のため、グラフデータ範囲を計算毎に調整するようにプログラムを変更
- ・グラフの要素を表示/非表示する時のプログラムを変更し、不具合が発生しないよう改善
-
- Ver.0.08
- ・摺動面潤滑に関するマクロ変数(#986と#987)は、プログラム起動時にカシフジ側のプログラムでも使用され値が書き換わってしまい、歯先面取りだけを加工するなどの工程ジャンプを行うと誤動作が起こるため、記載位置を冒頭のマクロ変数の読み込み部に変更
- ・プログラム作成後の初回加工時にいきなり歯先面取りを加工するのは危険なため、プログラム出力時にGOTO文で歯先面取りを飛ばすように変更
-
- Ver.0.07
- ・計算やグラフの描画が遅いため、グラフの描画点数の削減や、その他、プログラムの高速化対応を実施
- ・ ↑ の高速化対応とともに、画面の表示崩れを改善
- ・「データリスト」シートの"顧客名リスト"は、今までにデータを登録した顧客名を重複なしにデータベースから呼び出すように変更(バージョンアップ時に顧客名を旧バージョンからコピーする手間を削減)
-
- Ver.0.06(正式リリース無し)
- ・「調整&NCプログラム出力」シートに「摺動面潤滑」の設定項目を追加し、出力プログラムに摺動面潤滑を動作させるMコードを追加
- ・これに合わせて歯スジ加工のサブプログラムを変更
-
- Ver.0.05
- ・Ver.0.04で修正した、DGMプログラム #980のカッター傾け角の±の符号は間違いで、常にプラス出力が正解であったので修正
- ・以後、混乱が無きようDGMプログラムに以下のように赤字部のコメント追加
#980=**.***(HELICAL ANGLE = ALWAYS + VALUE)
-
- Ver.0.04
- ・DGMプログラム出力で、#980のカッター傾け角の±の符号間違いを訂正
- ・フォームの寸法値を入力するテキストボックスを、全角モード(IMEがON)にならないよう修正
-
- Ver.0.03
- ・データをDBに誤って保存することを回避するために、主要なデータが変更されている場合は、保存して良いかどうか、メッセージボックスで問い合わせるよう変更
- ・面取りの入力寸法をチェックし、有り得ない値の場合は、メッセージを出して計算を停止
- ・シングルカッター創成図で、口数と溝数、工具寸法、歯底オフセットが未入力の場合、メッセージを出して計算を停止
- ・歯先面取りの計算で、工具が歯先フルRでない場合、正しく計算されないエラーを修正
-
- Ver.0.02
- ・シングルカッターによる転位歯切の選択は、歯面仕上げ、歯底仕上げ、歯面_粗の3工程同時変更とした
- ・転位歯切を行う時、転位歯切の縦転位補正量が計算されていなかったのを修正
-
- Ver.0.01
- ・保管データからカッターのデータ呼び出し異常を修正
- ・歯底FIT(α方向)が機能しない場合がある不具合を修正
-
- Ver.0.00
- ・新規リリース